薛平 丁筠 何繼敏 金志明
(北京化工大學塑料機械及塑料工程研究所,100029)
一、概述:
歷史上最早的復合材料就是以天然植物纖維作增強體制成的,如中國用稻草增強泥土制成磚坯等。隨著科學技術的發展,人們研制了人工合成的高性能的纖維如玻璃纖維和芳綸纖維等作復合材料增強體,但價格昂貴,而天然植物纖維資源豐富,成本低廉。
在中國植物纖維復合材料在幾千年前就有應用,我國在2000年前就出現了用麻絲和大漆構成的漆器,且流傳至今。利用植物纖維與合成樹脂進行復合的研究也具有較長的歷史。最初的植物纖維以粉狀的形式被用作填料加到熱固性塑料中。LeoH.Bend博士[1]合成的最古老的熱固性酚醛樹脂在1907年與木粉復合而首先得到了一種復合材料。但由于這一階段高分子發展水平及技術手段的限制,應用最多的植物纖維是長度較大的韌皮類纖維,被填充的塑料也多為熱固性塑料如酚醛樹脂,不飽和聚酯等。復合制品也多是采用層合工藝的熱固性復合材料,類似于今天的纖維板的加工工藝,主要用作房屋及倉儲用建筑材料。
然而,隨著科學技術的發展,現代社會對塑料材料有著更多或更為苛刻的要求。既要求其性能好,價格低又要求其耐高溫、易成型加工;既要求其有較好的剛性又要求其有較好的韌性。人們開始認識到塑料改性技術可以實現新的突破。將種類有限的單一塑料演變成成千上萬種新型塑料,從而滿足各方面的要求。可以說這時的改性技術已成為新材料研制,新產品開發和新技術推廣方面最為活躍的研究領域,人們都在自覺不自覺的應用塑料改性這個有力武器開發新產品,增強產品的市場競爭能力。而填充改性既可以降低產品成本,又可以提高產品的使用性能,甚至賦予塑料制品全新的功能,從而使塑料老產品獲得新生,新型塑料性能更佳,價格更廉,從而拓寬塑料材料的應用領域。因此到了80年代以后,人們開始著手對塑料填充改性技術進行研究,這方面尤以日本、歐美、印度等國家最為活躍。盡管如此,這期間的塑料也僅有20-30%使用填料,用木質纖維填料增強的樹脂大約僅為塑料消耗量的5%[2]。
目前,世界各國塑料回收業正廣泛興起。如英國廢舊塑料回收率為80%,美國廢舊PET、HDPE回收率為30%,日本廢舊塑料回收率為49%。我國廢舊塑料回收率較低,僅為15%左右。這說明開發再生制品已成為國內外的熱門話題。日本在80年代末就增加了廢舊塑料的回收設備,各種破碎機種類規格齊全 。以上數據充分說明廢舊塑料回收利用已被廣泛重視,開發二次加工設備和加工技術,開拓新用途已是必然趨勢。
另一方面,由于木材在使用過程中有25-30%是作“廢材”處理的,目前各行各業都迫切的希望在技術上解決這些“廢材”問題,使之資源化。特別是近幾年來,全球森林資源日趨枯竭,社會環境保護、意識日漸高漲,對木材的應用也提出了更高的要求。在這種情況下為了節約資源,提高木材與塑料的利用率,一種將天然木材與廢舊熱塑性塑料合成而得到的新材料-木塑復合材料倍受人們的關注。通過改性可以充分利用塑料和木材的各自優點而消除它們的許多固有缺點。
因此,國外的許多學者對聚烯烴類再生熱塑性塑料與木質纖維填料復合材料作了大量研究,其發展趨勢是從增量作用功能型填料過渡,形成性能優異的新型改性塑料。
在塑料填充體系中,填料的選擇對填充改性的效果和成本影響很大。與常用的無機填料相比,木粉具有密度低、資源豐富、可降解、對加工設備磨損小等優點,且所得的復合材料有良好的木質感。其復合材料具有對紫外線光穩定、耐濕、著色性良好、有木質感等特點,同時還起到廢物利用、減少環境污染的作用。
木粉作為塑料的有機填料,可由鋸末、碎木片、刨花或含木質纖維的農作物秸桿等為原料,經過簡單的干燥粉碎處理得到。其化學成分比較復雜,但主要是由纖維素和木質素構成的。由于其極性很強,它與熱塑性塑料之間的相容性較差,極大的影響了復合材料的力學性能,因此,需要對木粉和塑料的界面進行改性,以改善它們之間的相容性。
二、國外木塑復合材料研究及生產情況
利用植物纖維與樹脂進行復合的研究也具有較長的歷史。英國學者R.G.Raj和B.V.Kota[3]采用了硬脂酸、礦物油以及馬來酸酐改性后的PE蠟對木質填料進行處理,然后與HDPE混合制的復合材料,他們主要研究了添加劑的種類和填料的含量對木塑復合材料性能的影響。試驗結果表明馬來酸酐改性后的PE蠟能明顯改善木質填料與基體間的相容性(添加劑用量為1%時),隨填料用量的增加,抗沖擊強度下降。但礦物油處理的填料能顯著提高沖擊強度。脂肪酸處理過的填料能有效改善纖維的分布,提高拉伸模量。
80年代以來,國外一些學者從事了PVC/木粉這方面的研究,如加拿大的B.V.KOKTA[4]等人研究了不同的植物纖維表面改性方法對復合材料性能的影響,他們進行了包覆乳膠或接枝上聚合物/乙烯基單體,也可添加各種分散劑(如硬脂酸或酐)及偶聯劑(馬來酸酐、亞油酸等)。大多數情況下復合材料的機械性能得到了提高,其中接枝是最有效的改性方法,偶聯劑比分散劑的效果好,亞油酸被認為是最合適的偶聯劑。加拿大的多倫多大學的CHUL B.PARK、LAURENT 等[5]的研究表明氨基硅烷偶聯劑處理木粉表面比較有效,其界面接觸角提高,表面張力降低,木粉表面由親水變為疏水的。這大概是氨基原子的協同作用,改變了木材的電子給、受體特征,導致粘結的增強。
就加工設備而言,為了更好地提高混合效果,KLTLYAN等[6]人采用了帶有兩個進料口的同向嚙合雙螺桿擠出機。為了減小對植物纖維的破壞,先將HDPE在第一個進料口放入,然后將處理后的填料在第二個進料口,與已熔融的HDPE混合,實驗表明當嚙合角為45°時,雙螺桿擠出機輸送能力最高,擠出制品拉伸強度和拉伸模量也最高。此外,日本、意大利、瑞士等許多國家對研究木塑復合材料越來越重視,并競相發明了可用于擠出、壓延和注射成型的各種木塑制品。如日本[7]已發明了木粉填充PE、PP、PVC、HIPS、ABS、尼龍等的復合材料,以在2020年以后使木材的進口率減至38%。總之,植物纖維/熱塑性塑料的研究近幾年得以迅速發展,復合制品的性能得到了進一步提高。
世界木塑制品生產和應用的最大國家是美國,其最大制品是鋪板(decking),生產工藝為擠出成型,可以先配混成中間木塑粒料,然后再經單螺桿擠出機加工成制品。然而可能的話,也可越過造粒階段,配混(包括脫揮)、擠出型材(板材)在一個設備或一組設備內連續完成。
1、 DAVIS-STANDARD 公司的雙擠壓技術
用WOODTRUDER雙擠壓系統,將木纖維加工與塑料擠壓融入一體,因此不再需要單獨的木粉干燥機,節省了空間并降低了火患的危險。這種設備采用了28:1平行雙螺桿擠出機和一臺單螺桿、側喂料擠出機。一臺填充上料輸送機以控制速度將木纖維復合材料輸送到主擠壓機中。這臺設備的第一部分采用了專用的加熱和真空排風系統,以消除木纖維中的濕氣。側喂料擠壓機安裝在主擠壓機旁的中間部位,單獨加熱和混合聚合物。它被控制擠出速度以獲得所需的纖維—聚合物的比例,用于室內木纖維比例最高可達80%,用于室外產品時比例最高為50-60%。該設備可用于HDPE、PP、PS、PVC或ABS。可以使用各種纖維材料,包括花生殼、稻米殼、木材刨花和黃麻。還可以在聚合物和木纖維中混合在循環產品,例如碎輪臺橡膠。目前有三種螺桿直徑可供選擇:94mm、114mm和140mm,生產能力分別為300kg、500kg和900kg/h。
2、 FASALEX填充纖維技術
采用重力計量或體積計量配料方法來生產配料顆粒,可直接輸送到擠壓機中,從而去除木材擠壓的繁重工作。顆粒成分一般為60%鋸末或木材粉末;20%大麥殼或玉米殼和20%聚合物,聚合物可以是生物降解樹脂。這種技術是由JOSKO公司和Ekutherm公司開發,這兩家公司后來合并成為奧地利著名的各種門窗材料的供應商。
3、 新加坡LESCO TECHNOLOGY 公司
將木粉、PVC樹脂、增塑劑、發泡劑、潤滑劑、抗老化劑、填料、顏料等各種原料按專利配方混合后,利用高速捏合機和刮粒機把混合后的原料加工成各種規格、等級的綠可木塑膠粒。其關鍵技術是保證木質粉料高填充量,以達到制品有較低的生產成本和較高的使用性能,為此要求木質粉料含水率在2%以下,粒徑控制在20-80 目,同時還需對木粉進行表面處理,使其能被PVC 樹脂很好地潤濕。
綠可木塑材料的特性:
1、綠可木塑是通過科技創新,對廢木再生利用而開發的可替代木材的新型產品。在節省天然資源的同時,綠可木塑不但擁有天然木材的材性質感和木紋,更具有耐水、耐腐蝕、防火、防霉、不被蟲蛀、無污染、加工方便、可回收利用等技術性能。
2、綠可木塑的整個生產和處理程序與原木的處理方式完全不同,可以大大節省制品的生產時間、原料儲藏費、原料損耗費及后期加工費用。它克服了天然木材固有的龜裂、翹曲、色斑、霉斑等自然缺陷。
4、綠可木塑彎曲彈性特強,適合做室內裝飾的各種刨花板條與裝飾材料等。此外,其獨特的技術能夠生產多種規格、尺寸、形狀、厚度的制品,提供多種設計、顏色及木紋的制品;
5、在操作方面,綠可木塑與原木一樣,可釘、可鉆、可刨、可粘,表面光滑細膩,無須砂光和油漆。同時,綠可木塑的油漆附著性好,消費者可以根據個人喜好上漆。
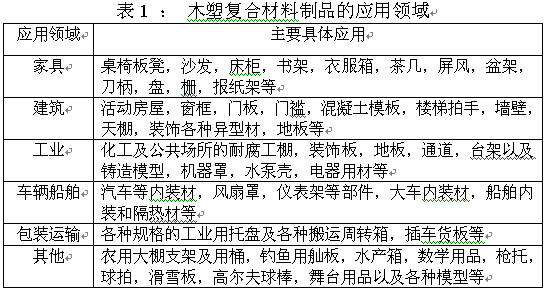
作為一種新型的木材替代材料,綠可木塑可廣泛應用于建筑裝飾和包裝等領域,如邊角線、刨花板條、窗簾、門斗、地板、籬笆、踢腳板、美術板、百葉窗、鏡框、相框、窗框、玩具及普通家具用品等,絕大多數的室內外裝飾建材均可用綠可木塑來制造。特別值得指出的是,綠可木塑具有防水、防火功能,從而可用于廚房、盥洗室等的裝飾,而這是原木所不能及的。木塑制品現已引起國際上的廣泛重視,被譽為綠色環保新型材料,將具有廣闊的發展前景。
4、意大利Bausano Group Plast公司木塑寬幅薄板(又稱為保利木)加工技術:
“保利木”(POLYWOOD-覆合材料)是為了滿足各種特定的要求,采用不同的材料和配方覆合而成的各種不同的產品。“保利木”生產流程中使用的設備是B.G.PLAST公司設計制造并取得專利的機組。該機組是把有機、無機輔料和熱塑性樹脂混合在一起加工制成“保利木”的。
生產“保利木”的設備和工藝技術在1985年12月3 日獲得了專利,專利號為23063A/85。可以使用輔料成份高達50%的配方,但同時原料的分解程度仍保持在最小水平上。這在其他生產廠家是不可能做到的。
所得產品便于應用(如擠出型材)或者需要特定的技術加工,例如:壓制熱成型技術(對板材而言),這種加工往往需要同時覆合上一層布質或PVC的原料作為裝飾用。我們的技術在覆合加工時不再需要粘合劑,而效果又明顯優于其他方法。
在擠出及成型階段,邊角廢料能徹底地回收再利用,這樣就降低了總成本,并且對環保方面也有重大意義。
生產的原料包括兩部分:塑料是以PP、HDPE、ABS、醋酸共聚物等熱塑性塑料為主;木粉是以鋸末粉、稻殼、亞麻等磨碎料。
板材擠出的生產過程特點:
在擠出過程中的不同階段是各有特點的:
1—熱塑性樹脂的加熱和熔融。
2—木粉的殘余濕氣必須清除。
3—各種成份的混融。
4—平模頭擠出
5—輥壓延
6—產品的切割及堆垛。
“保利木”的生產過程使用了兩臺反向旋轉的雙螺桿擠出機,并以如下的方式混合和連接—從第一臺擠出機中熔融的樹脂傳送到第二臺擠出機中與木粉混合在一起,而從第二臺擠出機筒通過扁平模頭把混合物擠出成材。
第一臺擠出機,樹脂通過重力計量器供料。如果要用輔加的樹脂、色母料或者添加劑,通常會提供兩個以上的重力計量器。
擠出機的操作與標準的擠出機相似,即在第二臺混合輔料的擠出機筒內,混合和混煉各種成份,直到最佳狀態。
第一臺擠出機可以根據所用樹脂的種類單獨地調整溫度。第二臺擠出機(主機)的進料是輔料(木粉或其他)輔料通過重力計量器進行計量。這臺擠出機還設置另一臺計量器對回收的碎料及第二種輔料進行計量。
在擠出機的第一段,木粉到達擠出機的機筒,并由設在螺桿頂部的出氣口排出殘余的濕氣。木粉的濕度不應超過5-6%的濕度臨界值,如果濕氣沒有徹底去除生產過程可能中斷。
在機筒的第二段,木粉被加入到來自第一臺擠出機的熔融的樹脂中,熔融樹脂裹繞并包覆了木粉。第二段具有特殊幾何形狀的螺桿能夠對混合物進行強力的混合,并且產生了一個壓縮區。它對模頭的混合物提供所需的壓力。
上述成果的獲得要歸功于采用了鮑山諾的多驅動雙螺桿擠出機。
主擠出機料筒的第二段及平模頭的溫度是根據所用樹脂的熔化溫度來進行調整。過高的溫度會引起混合物的分解。不充分的溫度卻阻礙了正常的塑化,及經模唇擠出的效果。
由PP/木粉混合物組成的“保利木”生產過程,需要一個等于或者稍高于PP熔點的輸出溫度,(接近190℃)熔融的產品必需同時受到壓縮,冷卻延展到所需的厚度。
采用專門設計的三輥壓延機來完成上述步驟,它具有堅固和精確的特點。
兩輥牽引裝置設置在生產線的后部,它可使板材連續的前進。在堆垛步驟之前,板材經切割裝置成所需求的長度。