
ע����ͱ��V�����ڿ����������;��Џ��s�Π��������Ʒ��������������|������Ʒ��ע������^����Ҫ��ѵĹ�ˇ�l���ߵďͬF�ԡ��ۺ���ı��ݣ����w�e��v���ܶȵĵ��������ɉ�����p���͜ضȣ�T����׃���Q���ģ����A�y������Ʒ�w�e���Π�ͳߴ����Ҫָ�ˡ��ۺ���ĉ���-����-�ضȣ�pvT���Pϵ���V��������ע������^�̵Ĕ�ֵģ�M���^�̿����У��ԫ@ȡ��ѹ�ˇ�l���������Ʒ���;��ȡ�
ͨ�^pvT������������ģ�ͣ������A�y������ע�ܼ����տs���N����pvTģ�ͱ��V���đ�����Moldflow, Moldex3D, Sigmasoft, Cadmould��ģ�ܳ����^�̷���ܛ���У��M������ģ���OӋ��ˇ�l�������⣬�S���ھ�ע������^�̿��Ƽ��m�r����ϵ�yҲ������pvTģ�ͣ�ͨ�^ģǻ���Â������@ȡ�����͜ض��S�r�g��׃����Ӌ���ݱ����S�r�g��׃�����M���ھ����ƃ��������F���ݵ��ھ����ƣ���K���F��Ʒ�|������ߡ�Ȼ����pvTģ�͵ą����ǻ��ڌ����ؚw�õ��ģ��ۺ���ı��ݾ����ڌ���җl���y�õģ�Ŀǰ��δ�п�Ó�xpvTģ��ֱ�Ӝy���ۺ�����ݔ����ļ��g�����������˜ʵľۺ���pvT���yԇ�^��ͨ�����õȉ���Ȝyԇģʽ���о��F���ǰ�ڵČ���о��У�Polym. Test. 78 (2019) 105992��Polym. Test. 81 (2020) 106232���l�F�ۺ���pvT�Pϵ�����@�����^����ه�ԡ���ˣ�����ע������^�̣������͜ضȵ�׃�����s�����]���ݵ��^����ه�ԣ����H��ע������^�̗l���µı��ݿ����c����ҳ�Ҏ�l���y�õĽY�����ڲ��
��ˣ��о��F꠲��������þۺ���pvT�yԇ�x��PVT 500, G?TTFERT Werkstoff Pr��fmaschinen GmbH��ģ�Mע������^�̣��ԙz�y�ۺ��������ģ�M��ע������^���е�׃����r��ͨ�^�x����ʼ�ضȡ����������������Y���ضȺ���s���ʁ�����ģ�M�^�̣��䌦����ע�����ˇ������ע��ضȡ����������������r�g����s�r�g���քe�z�y�˾۱�ϩ��PP����Y���ۺ�����Ϻͱ�ϩ��-����ϩ-����ϩ�����ABS���o���ξۺ�����ϡ�������DoE����OӋ������ͨ�^��ģ�Mע������^����pvT�Ĝy�������ԫ@��ע������^���б����c�������ضȺ͕r�g���Pϵ���e����ע������P�I���cλ��̎���ݵ�׃����ͬ�rҲ��C�����P��ˇ�������������D׃���Ƽ��տs��Ӱ푡��eӑՓ�˳�ʼ�ضȌ�ע������^���оۺ�����ݺ���K��Ʒ�տs��Ӱ푡��e�l�F�˾ۺ����������s�տs�A�εķǾ���׃����

�D 1 pvT�yԇ�b��(a)�͘�Ʒ����(b)�ĽY��ʾ��D
�D1��pvT�yԇ�b�ú�ԇ�Ӳ��ֵ�ԭ��D������ģ�Mע������^�̣����Č���ʼ�ضȡ����������������Y���ضȺ���s����������Ҫ�������M��������Ĝy���^�̡�ͨ�^pvT�yԇ�b�ã��ڲ�ͬ�A�Ό��F�˵Ȝء��ȉ�ģʽ�ĽM��ʽ���ơ�

�D 2��Y��PP (a)�͟o����ABS (b)��ģ�Mע������^��ѭ�h�б��ݼ��䌧���S�ضȵ�׃��
�D2���Y��PP��a���͟o����ABS��b����ģ�Mע��ѭ�h�еı��ݼ��䌧���S�ض�׃���ĺ�����Tc��Tc_onset��Tm��Tm_endset�քe�ǰ�Y���ۺ���ĽY���ضȡ���ʼ�Y���ضȡ����ڜضȺ�ĩ�B���ڜضȡ�Tg��Tg_endset�քe�ǟo���ξۺ���IJ������D׃�ضȺͲ������K�B�ضȡ�vc��vc_onset��vg��vg��vcalibration�քe�nj�����B�ı��w�e����D2��ʾ����Y���ۺ����Tc��Tc_onset�քe��dv/dT�ķ�Q�����Ǿ��ۺ����Tg��d2v/dT2�ķ�Q����
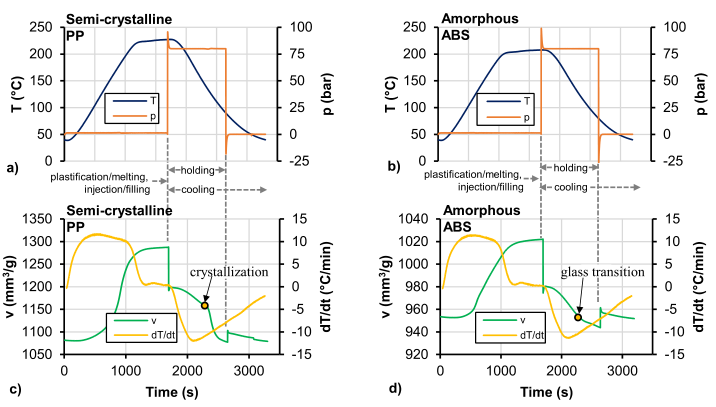
�D3 ģ�Mע�������У���Y��PP (a, c)�͟o����ABS (b, d)�ĉ������ضȡ����ݺ���s�����S�r�g��׃��
�D3������ģ�M�^����ע�����������׃�����D3(a)��(b)��һ���y�����ڞ������o���ˉ����͜ض��S�r�g׃���ĺ������ضȵ�׃��ȡ�Q�ڲ��ϵ����ԡ�����s�^�̵��_ʼ�ͽY���r���ض�׃���������ڌ��H��ע���^���У������͜ضȵ�׃�������dz����ƣ���������s�ٶ��^����������Ҫ���L�ĕr�g���D3 (c)��(d)��ʾ�y�õı��ݺ���s����(dT/dt) �S�r�g��׃�����ڱ����A�Σ���Y���ۺ��{�v�Y���^�̣����Ǿ��ۺ���ֻ�в������D׃���]�нY�����ڱ����A�κ��w�e����Ȼ���ڴ�≺���_ʼ�տs��

�D4 �δ�ע������^�̵���pvT�D�б��ݵ�׃��·��
(a���Y��PP��b��o����ABS)
�D4��pvT�D�б����ˣ��ۺ���ı����چδ�ģ�Mע�����ˇ�����е�·������pvT�D��߀�����ȉ���s�ͼӟ��^�̡������D�е�Ҫ�c�����Ե��͵ر�ʾһ������ע�����ڵ������^�̡�

�D5 ���}ʾ��D(a)����Y��PP (b)�͟o����ABS (c)�տs�A�ε�pvT�D
���о�߀�ش���һ�����}������s�^������s���ʵ�׃���Ƿ��Ӱ푱���׃��·��������׃����s�ٶ�׃���r�����}�DZ������^�m��ԭ���Ŀ�����s·��߀�Ǹ�׃�龏����s·�����D5�o�����@�����͆��}���տs�A�ε�pvT�D���p������ݷe��u�pС����ע�ܾۺ����������N���ܵ��տs��ʽ����D5(a)����, ABC��·������������,�ۺ���Ŀ�����s���ʗl������C�_����͜ضȣ����w�e�����v1��·��AB''C''��ʾ�ۺ����ں㶨�ľ�����s�������տs����K��C��̎�_����͜ضȣ����w�e�����v2��·��ABC''�f���˾ۺ�������s�����ɿ�׃����ֱ���_��C��̎����͜ضȣ����w�e����v3�r���տs���D5(b)��(c)�f�����տs�������ǷǾ��Եģ������ڰ�Y��PP�ϳ��F�A�ݠ�@��������׃�A�Σ����^�ߵ���s�����£����w�e���ߣ����Ǯ���s���͕r�����w�e��׃С��
���о���������pvT�yԇ�b�ã���ģ�Mע������^����ֱ�ӫ@�þۺ���ı��ݡ��Y��DoE�����͌��Hע������^�̣���C����ʼע��ضȡ����։����������ضȺ���s�����Ă�������Ӱ푡������о��ɹ��ԡ�Measurement of specific volume of polymers under simulated injection molding processes�����}�ڲ����I������ڿ�Materials and Design��2020, 196, 109136. IF:6.289���ϰl����ԓՓ�ĵ�һ���ߺ�ͨӍ���ߞ鱱��������W����������
Փ��朽ӣ�https://doi.org/10.1016/j.matdes.2020.109136
