¾~©æˆåž‹åˆ¿UîCØ“(f¨´)压塑æˆåž‹ã€åŽ‹åˆ¶æˆåž‹ç‰åQŒæ˜¯ž®†ç²‰çŠ¶æˆ–æ¾æ•£¾_’状的固æ€å¡‘æ–™ç›´æŽ¥åŠ å…¥åˆ°æ¨¡å…·ä¸ï¼Œé€šè¿‡åŠ çƒã€åŠ 压的æ–ÒŽ(gu¨©)³•ä½¿å®ƒä»¬é€æ¸è½¯åŒ–熔èžåQŒç„¶åŽæ ¹æ®æ¨¡è…”åŞ状æˆåž‹ã€ç»å›ºåŒ–æˆäØ“(f¨´)å¡‘äšgåQŒä¸»è¦ç”¨äºŽæˆåž‹çƒå›ºæ€§å¡‘æ–™ã€?
与注ž®„模相比åQŒåŽ‹¾~©æ¨¡æ²¡æœ‰‹¹‡æ³¨¾pÈ»ŸåQŒä‹É用的讑֤‡å’Œæ¨¡å…äh¯”较简å•ï¼Œä¸»è¦åº”用于日用电(sh¨´)器ã€ç”µ(sh¨´)ä¿¡äÈA表ç‰çƒå›ºæ€§å¡‘件的æˆåž‹ã€?
一ã€åŽ‹¾~©æˆåž‹åŽŸç†åŠ(qi¨¢ng)特点
压羃æˆåž‹åŽŸç†å¦‚图2-2所½Cºã€‚æˆåž‹æ—¶åQŒå…ˆž®†ç²‰çŠ¶ã€ç²’状ã€ç¢Žå±‘状或纤¾l´çŠ¶çš„çƒå›ºæ€§å¡‘æ–™åŽŸæ–™ç›´æŽ¥åŠ å…¥åˆ°æ•žå¼€çš„æ¨¡å…·åŠ æ–™å®¤å†…ï¼Œå¦‚å›¾2-2а所½Cºï¼›ç„¶åŽåˆæ¨¡åŠ çƒåQŒä‹Éå¡‘æ–™èžåŒ–åQŒåœ¨åˆæ¨¡åŽ‹åŠ›çš„作用下åQŒç†”èžå¡‘料充满型腔å„处,如图2-2Ь所½Cºï¼›˜q™æ—¶åQŒåž‹è…”ä¸çš„å¡‘æ–™äñ”生化å¦äº¤è”å应,使熔èžå¡‘æ–™é€æ¥è½¬å˜?sh¨´)¸ÞZ¸ç†”çš„¼‹¬åŒ–定型的塑ä»Óž¼Œæœ€åŽè„±æ¨¡å°†å¡‘äšg从模具ä¸å–出åQŒå¦‚å›?-2c所½Cºã€?

å›?-2压羃æˆåž‹åŽŸç†
压羃æˆåž‹ä¸»è¦ç”¨äºŽçƒå›ºæ€§å¡‘料的æˆåž‹ã€‚与注射æˆåž‹ç›¸æ¯”åQŒåŽ‹¾~©æˆåž‹çš„优点是:(x¨¬)å¯ä»¥ä½¿ç”¨æ™®é€šåŽ‹åŠ›æœº˜q›è¡Œç”Ÿäñ”åQ›å› 压羃模没有浇注系¾lŸï¼Œæ‰€ä»¥æ¨¡å…ïL(f¨¥ng)»“构比较简å•ï¼›å¡‘äšg内å–å‘组¾l‡å°‘åQŒå–å‘程度低åQŒæ€§èƒ½æ¯”较å‡åŒ€åQ›æˆåž‹æ”¶¾~©çŽ‡ž®ï¼›å¯ä»¥ç”Ÿäñ”一些带有碎屑状ã€ç‰‡çŠ¶æˆ–长纤¾l´çŠ¶å¡«å……剂ã€æµåŠ¨æ€§å¾ˆå·®ä¸”难于用注ž®„方法æˆåž‹çš„å¡‘äšg和颿U¯å¾ˆå¤§ã€åŽšåº¦è¾ƒ?y¨u)®çš„大型æ‰å¡‘件ã€?
压羃æˆåž‹çš„缺ç‚ÒŽ(gu¨©)˜¯åQšæˆåž‹å‘¨æœŸé•¿ã€åŠ³åŠ¨å¼ºåº¦å¤§ã€ç”Ÿäº§çŽ¯å¢ƒå·®ã€ç”Ÿäº§æ“作多用手工而ä¸æ˜“实现自动化åQ›å¡‘件ç»å¸¸å¸¦æœ‰æº¢æ–™é£žè¾¹ï¼Œé«˜åº¦æ–¹å‘的尺寸精度ä¸æ˜“控åˆÓž¼›æ¨¡å…·æ˜“磨æŸï¼Œä½¿ç”¨å¯¿å‘½è¾ƒçŸã€?
压羃æˆåž‹ä¹Ÿå¯ä»¥æˆåž‹çƒå¡‘性塑料。在压羃æˆåž‹çƒå¡‘性塑料时åQŒæ¨¡å…·å¿…™åÖMº¤æ›¿åœ°˜q›è¡ŒåŠ çƒå’Œå†·åß_(d¨¢)¼Œæ‰èƒ½ä½¿å¡‘料塑化和固化åQŒæ•…æˆåž‹å‘¨æœŸé•¿ï¼Œç”Ÿäñ”æ•ˆçŽ‡ä½Žï¼Œå› æ¤åQŒå®ƒä»…适用于æˆåž‹å…‰å¦æ€§èƒ½è¦æ±‚高的有机çŽÈ’ƒé•œç‰‡ã€ä¸å®œé«˜æ¸©æ³¨ž®„æˆåž‹çš„¼‹é…¸¾U¤ç»´æ±½èžRé©ùN©¶ç›˜ä(sh¨´)»¥å?qi¨¢ng)一些æµåŠ¨æ€§å¾ˆå·®çš„çƒå¡‘性塑料(如èšé…îCºšèƒºç‰åQ‰ã€?
二ã€åŽ‹¾~©æˆåž‹å·¥è‰?
1.æˆåž‹å‰çš„准备
çƒå›ºæ€§å¡‘料比较容易å¸æ¹¿ï¼Œè´®å˜æ—¶æ˜“å—æ½®åQŒæ‰€ä»¥ï¼Œåœ¨å¯¹å¡‘æ–™˜q›è¡ŒåŠ å·¥å‰åº”对其˜q›è¡Œé¢„çƒå’Œå¹²ç‡¥å¤„ç†ã€‚åŒæ—Óž¼Œåˆç”±äºŽçƒå›ºæ€§å¡‘æ–™çš„æ¯”å®¹æ¯”è¾ƒå¤§ï¼Œå› æ¤åQŒäØ“(f¨´)äº?ji¨£n)ä‹Éæˆåž‹˜q‡ç¨‹™åºåˆ©˜q›è¡ŒåQŒæœ‰æ—¶è¿˜è¦å…ˆå¯¹å¡‘料进行预压处ç†ã€?
åQ?åQ‰é¢„çƒä¸Žòq²ç‡¥
在æˆåž‹å‰åQŒåº”对çƒå›ºæ€§å¡‘æ–™è¿›è¡ŒåŠ çƒã€‚åŠ çƒçš„目的有两个:(x¨¬)一是对塑料˜q›è¡Œé¢„çƒåQŒä»¥ä¾¿å¯¹åŽ‹ç¾ƒæ¨¡æ供具有一定温度的çƒæ–™åQŒä‹É塑料在模内å—çƒå‡åŒ€åQŒç¾ƒçŸåŽ‹¾~©æˆåž‹å‘¨æœŸï¼›äºŒæ˜¯å¯¹å¡‘料进行干燥,防æ¢å¡‘æ–™ä¸å¸¦æœ‰è¿‡å¤šçš„水分和低分å挥å‘物,¼‹®ä¿å¡‘äšgçš„æˆåž‹è´¨é‡ã€‚预çƒä¸Žòq²ç‡¥çš„å¸¸ç”¨è®¾å¤‡æ˜¯çƒ˜ç®±å’Œçº¢å¤–çº¿åŠ çƒç‚‰ã€?
åQ?åQ‰é¢„åŽ?
预压是指压羃æˆåž‹å‰ï¼Œåœ¨å®¤æ¸©æˆ–½E高?sh¨´)ºŽå®¤æ¸©çš„æ¡äšg下,ž®†æ¾æ•£çš„¾_‰çŠ¶ã€ç²’状ã€ç¢Žå±‘状ã€ç‰‡çŠ¶æˆ–长纤¾l´çŠ¶çš„æˆåž‹ç‰©æ–™åŽ‹å®žæˆé‡é‡ä¸€å®šã€åŞ状一致的塑料型å¯åQŒä‹É其能比较å®ÒŽ(gu¨©)˜“地被攑օ¥åŽ‹ç¾ƒæ¨¡åŠ 料室。预压å¯æ–™çš„形状一般äØ“(f¨´)圆片形或圆盘形,也å¯ä»¥åŽ‹æˆä¸Žå¡‘äšgç›æ€¼¼çš„åŞ状。预压压力通常å¯ä»¥åœ?0ï½?00MPa的范围内选择åQŒç»˜q‡é¢„压åŽçš„å¯æ–™å¯†åº¦æœ€å¥½èƒ½è¾‘Öˆ°å¡‘äšg密度çš?0åQ…å·¦å»I¼Œä»¥ä¿è¯å¯æ–™æœ‰ä¸€å®šçš„强度ã€?
2.压羃æˆåž‹˜q‡ç¨‹
模具装上压力机åŽè¦è¿›è¡Œé¢„çƒï¼Œè‹¥å¡‘件带有嵌ä»Óž¼ŒåŠ æ–™å‰åº”ž®†é¢„çƒåµŒä»¶æ”¾å…¥æ¨¡å…·åž‹è…”内。çƒå›ºæ€§å¡‘料的æˆåž‹˜q‡ç¨‹ä¸€èˆ¬å¯åˆ†äØ“(f¨´)åŠ æ–™ã€é—模ã€æŽ’æ°”ã€å›ºåŒ–和脱模½{‰å‡ 个阶ŒDüc(di¨£n)€?
åQ?åQ‰åŠ æ–?
åŠ æ–™ž®±æ˜¯åœ¨æ¨¡å…·åž‹è…”ä¸åŠ 入已预çƒçš„定é‡çš„物料,˜q™æ˜¯åŽ‹ç¾ƒæˆåž‹ç”Ÿäñ”çš„é‡è¦çŽ¯èŠ‚ã€‚åŠ æ–™æ˜¯å¦å‡†¼‹®ï¼Œž®†ç›´æŽ¥åª„(ji¨£ng)å“到塑äšg的密度和ž®ºå¯¸¾_‘Öº¦ã€‚å¸¸ç”¨çš„åŠ æ–™æ–ÒŽ(gu¨©)³•æœ‰ä½“¿U¯è´¨é‡æ³•ã€å®¹é‡æ³•å’Œè®°æ•°æ³•ä¸‰ç§ã€?
体积质é‡æ³•éœ€ç”¨è¡¡å™¨ç§°é‡ç‰©æ–™çš„体积质é‡å¤§å°åQŒç„¶åŽåŠ 入到模具内,采用该方法å¯å‡†ç¡®åœ°æŽ§åˆ¶åŠ æ–™é‡åQŒä½†æ“作ä¸æ–¹ä¾Ñ€?
定w‡æ³•æ˜¯ä½¿å…·æœ‰ä¸€å®šå®¹¿U¯æˆ–å¸¦æœ‰å®¹ç§¯æ ‡åº¦çš„å®¹å™¨å‘æ¨¡å…·å†…åŠ æ–™ï¼Œ˜q™ç§æ–ÒŽ(gu¨©)³•æ“作½Ž€ä¾¿ï¼Œä½†åŠ æ–™é‡çš„控制ä¸å¤Ÿå‡†¼‹®ã€?
记数法适用于预压å¯æ–™ã€‚对于åŞ状较大或较å¤æ‚的模腔åQŒè¿˜åº”æ ¹æ®ç‰©æ–™åœ¨æ¨¡å…·ä¸çš„‹¹åŠ¨æƒ…况和模腔ä¸å„部ä½ç”¨æ–™é‡çš„多ž®‘,åˆç†åœ°å †æ”„¡‰©æ–™ï¼Œä»¥å…é€ æˆå¡‘äšg密度ä¸å‡æˆ–缺料现象ã€?
åQ?åQ‰é—æ¨?
åŠ æ–™å®ŒæˆåŽè¿›è¡Œé—模,å³é€šè¿‡åŽ‹åŠ›ä½¿æ¨¡å…·å†…æˆåž‹é›‰™ƒ¨ä»‰™—åˆæˆä¸Žå¡‘件åŞ状一致的模腔。在凸模ž®šæœªæŽ¥è§¦ç‰©æ–™ä¹‹å‰åQŒåº”ž®½é‡ä½‰K—æ¨¡é€Ÿåº¦åŠ å¿«åQŒä»¥¾~©çŸæ¨¡å¡‘周期和塑料过早固化和˜q‡å¤šé™è§£ã€‚而在凸模接触物料之åŽåQŒé—模速度应放慢,以é¿å…模具ä¸åµŒäšgå’Œæˆåž‹æ†ä»¶çš„ä½ç§»å’ŒæŸå,åŒæ—¶ä¹Ÿæœ‰åˆ©äºŽ½Iºæ°”的顺利排放,é¿å…ç‰©æ–™è¢«ç©ºæ°”æŽ’å‡ºæ¨¡å¤–è€Œé€ æˆ¾~ºæ–™ã€‚é—模时间一般äØ“(f¨´)å‡ ç§’è‡›_‡ å秒ä¸ç‰ã€?
åQ?åQ‰æŽ’æ°?
压羃çƒå›ºæ€§å¡‘料时åQŒæˆåž‹ç‰©æ–™åœ¨æ¨¡è…”ä¸ä¼š(x¨¬)攑ևºç›¸å½“æ•°é‡çš„水蒸气ã€ä½Žåˆ†å挥å‘物以å?qi¨¢ng)在交è”å应和体¿U¯æ”¶¾~©æ—¶äº§ç”Ÿçš„æ°”ä½“ï¼Œå› æ¤åQŒæ¨¡å…·é—åŽæœ‰æ—¶è¿˜éœ€è¦å¸åŽ‹ä»¥æŽ’出模腔ä¸çš„气体åQŒå¦åˆ™ï¼Œä¼?x¨¬)åšgé•¿ç‰©æ–™ä¼ çƒè¿‡½E‹ï¼Œå»‰™•¿ç†”料固化旉™—´åQŒä¸”å¡‘äšg表题q˜ä(sh¨´)¼š(x¨¬)出现烧糊ã€çƒ§ç„¦å’Œæ°”æˆö(ch¨£ng)½{‰çŽ°è±¡ï¼Œè¡¨é¢å…‰æ³½ä¹Ÿä¸å¥½ã€‚排气的‹Æ¡æ•°å’Œæ—¶é—´åº”按需è¦è€Œå®šåQŒé€šå¸¸ä¸?ï½?‹Æ¡ï¼Œæ¯æ¬¡æ—‰™—´ä¸?ï½?0sã€?
åQ?åQ‰å›ºåŒ?
压羃æˆåž‹çƒå›ºæ€§å¡‘料时åQŒå¡‘æ–™ä¾é 交è”å应固化定型的˜q‡ç¨‹¿UîCØ“(f¨´)固化或硬化。çƒå›ºæ€§å¡‘料的交è”å应½E‹åº¦åQˆå³¼‹¬åŒ–½E‹åº¦åQ‰ä¸ä¸€å®šè¾¾åˆ?00åQ…,其硬化程度的高ä(sh¨´)½Žä¸Žå¡‘料哿Uã€æ¨¡å…äh¸©åº¦åŠ(qi¨¢ng)æˆåž‹åŽ‹åŠ›½{‰å› ç´ æœ‰å…Ÿë€‚å½“˜q™äº›å› ç´ ä¸€å®šæ—¶åQŒç¡¬åŒ–程度主è¦å–决于¼‹¬åŒ–æ—‰™—´ã€‚最佳硬化时间应以硬化程度适ä¸æ—¶äØ“(f¨´)准ã€?
固化速率ä¸é«˜çš„塑料,有时也ä¸å¿…将整个固化˜q‡ç¨‹æ”‘Öœ¨æ¨¡å†…完æˆåQŒåªè¦å¡‘件能够完整地脱模å›_¯¾l“æŸå›ºåŒ–åQŒå› 为åšg长固化时间会(x¨¬)é™ä½Žç”Ÿäñ”效率。æå‰ç»“æŸå›ºåŒ–时间的塑äšg需用åŽçƒ˜çš„æ–ÒŽ(gu¨©)³•æ¥å®Œæˆå®ƒçš„固化ã€?
通常酚醛压羃塑äšgçš„åŽçƒ˜æ¸©åº¦èŒƒå›´äØ“(f¨´)90ï½?50℃,旉™—´ä¸ºå‡ ž®æ—¶è‡›_‡ åå°æ—¶ä¸½{‰ï¼Œè§†å¡‘件的厚薄而定。模内固化时间å–决于塑料的秾c…R€å¡‘件的厚度ã€ç‰©æ–™çš„形状å?qi¨¢ng)预çƒå’Œæˆåž‹çš„温度ç‰åQŒä¸€èˆ¬ç”±ä¸‰å¿U’至数分钟丽{‰ï¼Œå…·ä½“æ—‰™—´çš„é•¿çŸéœ€ç”±å®žéªŒæ–¹æ³•ç¡®å®šï¼Œ˜q‡é•¿æˆ–过çŸå¯¹å¡‘äšg的性能都会(x¨¬)产生ä¸åˆ©çš„媄(ji¨£ng)å“ã€?
åQ?åQ‰è„±æ¨?
固化˜q‡ç¨‹å®Œæˆä»¥åŽåQŒåŽ‹åŠ›æœºž®†å¸è½½å›ž½E‹ï¼Œòq¶å°†æ¨¡å…·å¼€å¯ï¼ŒæŽ¨å‡ºæœºæž„ž®†å¡‘件推出模外,带有侧å‘型芯或嵌件时åQŒå¿…™åÕd…ˆå®ŒæˆæŠ½èŠ¯æ‰èƒ½è„±æ¨¡ã€‚çƒå›ºæ€§å¡‘件与çƒå¡‘性塑件的脱模æ¡äšgä¸åŒã€?
对于çƒå¡‘性塑ä»Óž¼Œå¿…须使其在模具ä¸å†·å´åˆ°è‡ªíw«å…·æœ‰ä¸€å®šçš„强度和刚度之åŽæ‰èƒ½è„±æ¨¡ï¼›ä½†å¯¹äºŽçƒå›ºæ€§å¡‘ä»Óž¼Œè„±æ¨¡æ¡äšg应以其在çƒæ¨¡ä¸çš„¼‹¬åŒ–½E‹åº¦è¾‘Öˆ°é€‚ä¸æ—¶äØ“(f¨´)准,在大扚w‡ç”Ÿäñ”ä¸ï¼Œä¸ÞZº†(ji¨£n)¾~©çŸæˆåž‹å‘¨æœŸåQŒæ高生产效率,亦å¯åœ¨åˆ¶ä»¶å°šæœªè¾¾åˆ°ç¡¬åŒ–程度适ä¸çš„情况下˜q›è¡Œè„±æ¨¡åQŒä½†æ¤æ—¶å¡‘äšg必须有èƒö够的强度和刚度以ä¿è¯åœ¨è„±æ¨¡è¿‡½E‹ä¸ä¸å‘生å˜å½¢å’ŒæŸå。对于硬化程度丑Œ™€Œæå‰è„±æ¨¡çš„å¡‘äšgåQŒå¿…™åÕd°†å®ƒä»¬é›†ä¸èµäh¥˜q›è¡ŒåŽçƒ˜å¤„ç†ã€?
3.压åŽå¤„ç†
å¡‘äšg脱模以åŽåQŒåº”å¯ÒŽ(gu¨©)¨¡å…¯‚¿›è¡Œæ¸…ç†ï¼Œæœ‰æ—¶˜q˜è¦å¯¹å¡‘件进行åŽå¤„ç†ã€?
åQ?åQ‰æ¨¡å…ïL(f¨¥ng)š„清ç†
脱模åŽï¼Œè¦ç”¨é“œç¾æˆ–铜刷去除留在模内的¼„Žå±‘ã€é£žè¾¹ç‰åQŒç„¶åŽå†ç”¨åŽ‹¾~©ç©ºæ°”将模具型腔å¹å‡€ã€‚如果这些æ‚物留在下‹Æ¡æˆåž‹çš„å¡‘äšgä¸ï¼Œž®†ä¼š(x¨¬)严é‡å½±å“å¡‘äšgçš„è´¨é‡ã€?
åQ?åQ‰å¡‘件的åŽå¤„ç?
å¡‘äšgçš„åŽå¤„ç†ä¸»è¦æ˜¯æŒ‡é€€ç«å¤„ç†ï¼Œå…¶ä¸»è¦ä½œç”¨æ˜¯æ¶ˆé™¤å†…应力,æ高塑äšgž®ºå¯¸çš„稳定性,å‡å°‘å¡‘äšgçš„å˜å½¢ä¸Žå¼€è£‚。进一æ¥äº¤è”固化,å¯ä»¥æ高塑äšg的电(sh¨´)性能和机械性能ã€?
退ç«è§„范应æ ÒŽ(gu¨©)®å¡‘äšgææ–™ã€åŞ状ã€åµŒä»¶ç‰æƒ…况¼‹®å®šã€‚对于厚å£å’Œå£åŽšç›¸å·®æ‚(zh¨¨n)¬æ®Šä»¥åŠ(qi¨¢ng)易å˜å½¢çš„å¡‘äšgåQŒé€€ç«å¤„ç†æ—¶ä»¥é‡‡ç”¨ä½Žæ¸©åº¦å’Œè¾ƒé•¿æ—¶é—´äØ“(f¨´)宜;对于形状å¤æ‚ã€è–„å£ã€é¢¿U¯å¤§çš„å¡‘ä»Óž¼Œä¸ºé˜²æ¢å˜å½¢ï¼Œé€€ç«å¤„ç†æ—¶æœ€å¥½åœ¨å¤¹å…·ä¸Šè¿›è¡Œã€‚常用çƒå›ºæ€§å¡‘件的退ç«å¤„ç†è§„范å¯å‚考表2-3ã€?
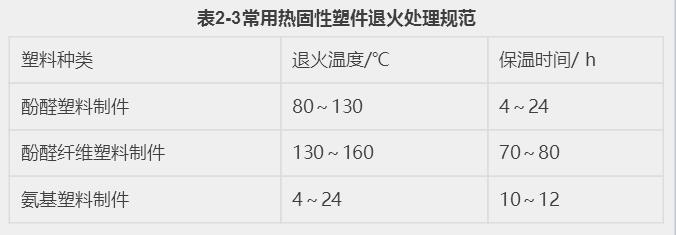
è¡?-3常用çƒå›ºæ€§å¡‘仉™€€ç«å¤„ç†è§„èŒ?
å¡‘æ–™¿U类退ç«æ¸©åº?℃ä¿æ¸©æ—¶é—?h
酚醛塑料制äšg80ï½?304ï½?4
酚醛¾U¤ç»´å¡‘料制äšg130ï½?6070ï½?0
氨基塑料制äšg4ï½?410ï½?2
三ã€åŽ‹¾~©æˆåž‹çš„工艺å‚æ•°
压羃æˆåž‹çš„工艺å‚æ•îC¸»è¦æ˜¯æŒ‡åŽ‹¾~©æˆåž‹æ¸©åº¦ã€åŽ‹¾~©æˆåž‹åŽ‹åŠ›å’ŒåŽ‹ç¾ƒæ—‰™—´ã€?
1ã€åŽ‹¾~©æˆåž‹æ¸©åº?
压羃æˆåž‹æ¸©åº¦æ˜¯æŒ‡åŽ‹ç¾ƒæˆåž‹æ—¶æ‰€éœ€çš„模å…äh¸©åº¦ã€‚显ç„?d¨°ng)ž¼Œæˆåž‹ç‰©æ–™åœ¨æ¨¡å…äh¸©åº¦çš„作用下,必须¾lç”±çŽÈ’ƒæ€ç†”èžæˆ¾_˜æµæ€ä¹‹åŽæ‰èƒ½æµåŠ¨å……模,最åŽè¿˜è¦ç»˜q‡äº¤è”å应æ‰èƒ½å›ºåŒ–定型äØ“(f¨´)å¡‘äšgåQŒæ‰€ä»¥åŽ‹¾~©è¿‡½E‹ä¸çš„模å…äh¸©åº¦å¯¹å¡‘äšgçš„æˆåž‹è¿‡½E‹å’Œæˆåž‹è´¨é‡çš„媄(ji¨£ng)å“,比注ž®„æˆåž‹æ—¶æ˜‘Ö¾—æ›´äØ“(f¨´)é‡è¦ã€?
压羃æˆåž‹æ¸©åº¦çš„高?sh¨´)½Žåª?ji¨£ng)å“模内塑料熔体的充模是妙åºåˆ©åQŒä¹Ÿå½±å“æˆåž‹æ—¶çš„¼‹¬åŒ–速度åQŒè¿›è€Œåª„(ji¨£ng)å“塑件质é‡ã€‚éšç€æ¸©åº¦çš„å‡é«˜ï¼Œå¡‘æ–™å›ÞZ½“¾_‰æœ«é€æ¸èžåŒ–åQŒç²˜åº¦ç”±å¤§åˆ°ž®ï¼Œå¼€å§‹äº¤è”å应,当其‹¹åŠ¨æ€§éšæ¸©åº¦çš„å‡é«˜è€Œå‡ºçŽ°å³°å€¼æ—¶åQŒè¿…速增大æˆåž‹åŽ‹åŠ›ï¼Œä½¿å¡‘料在温度˜q˜ä(sh¨´)¸å¾ˆé«˜è€ŒæµåŠ¨æ€§åˆè¾ƒå¤§æ—¶å……满型腔。常用çƒå›ºæ€§å¡‘料的压羃æˆåž‹æ¸©åº¦è§è¡¨2-4ã€?

è¡?-4常用çƒå›ºæ€§å¡‘料的压羃æˆåž‹æ¸©åº¦å’Œæˆåž‹åŽ‹åŠ?
å¡‘æ–™¿U类压羃æˆåž‹æ¸©åº¦/℃压¾~©æˆåž‹åŽ‹åŠ?MPa
酚醛塑料åQˆPFåQ?46ï½?807ï½?2
三èšæ°°èƒºç”²é†›å¡‘æ–™(MF)140ï½?8014ï½?6
脲甲醛塑料(UFåQ?35ï½?5514ï½?6
èšé…¯å¡‘æ–™(UP)85ï½?500.35ï½?.5
邻苯二甲é…怺Œä¸™çƒ¯é…¯å¡‘料(PDPOåQ?20ï½?603.5ï½?4
环氧æ ?w¨¨i)è„‚å¡‘æ–™åQˆEPåQ?45ï½?000.7ï½?4
有机¼‹…塑料(DSMCåQ?50ï½?907ï½?6
2.压羃æˆåž‹åŽ‹åŠ›
压羃æˆåž‹åŽ‹åŠ›æ˜¯æŒ‡åŽ‹ç¾ƒæ—¶åŽ‹åŠ›æœºé€šè¿‡å‡¸æ¨¡å¯¹å¡‘料熔体在充满型腔和固化时在分型é¢å•ä½æŠ•åª„(ji¨£ng)é¢ç§¯ä¸Šæ–½åŠ 的压力åQŒç®€¿U°æˆåž‹åŽ‹åŠ›ï¼Œå¯é‡‡ç”¨ä¸‹å¼è¿›è¡Œè®¡½Ž—:(x¨¬)
å¼ä¸
p——æˆåž‹åŽ‹åŠ›ï¼Œä¸€èˆ¬äØ“(f¨´)15ï½?0MPaåQ?
pb——压力机工作液压¾~¸è¡¨åŽ‹åŠ›åQŒMPaåQ?
D——压力机ä¸ÈŽ×‹zÕd¡žç›´å¾„åQŒmåQ?
A——塑件与凸模接触部分在分型é¢ä¸Šçš„投媄(ji¨£ng)é¢ç§¯åQŒm2ã€?
æ–½åŠ æˆåž‹åŽ‹åŠ›çš„目的是ä¿?j¨©)ä‹É物料‹¹åŠ¨å……模åQŒæ高塑件的密度和内在质é‡ï¼Œå…‹æœå¡‘æ–™æ ?w¨¨i)脂在æˆåž‹è¿‡½E‹ä¸å› 化å¦å˜åŒ–释攄¡š„低分å物质åŠ(qi¨¢ng)å¡‘æ–™ä¸çš„水分½{‰äñ”生的胀模力åQŒä‹É模具é—åˆåQŒä¿è¯å¡‘件具有稳定的ž®ºå¯¸ã€åÅžçŠÓž¼Œå‡å°‘飞边åQŒé˜²æ¢å˜å½¢ï¼Œä½†è¿‡å¤§çš„æˆåž‹åŽ‹åŠ›åˆ™ä¼š(x¨¬)é™ä½Žæ¨¡å…·çš„ä‹É用寿命ã€?
压羃æˆåž‹åŽ‹åŠ›çš„大ž®ä¸Žå¡‘æ–™¿Uç±»ã€å¡‘件结构以å?qi¨¢ng)模å…äh¸©åº¦ç‰å› ç´ æœ‰å…³åQŒä¸€èˆ¬æƒ…况下åQŒå¡‘料的‹¹åŠ¨æ€§æ„ˆž®ã€å¡‘件愈厚åŠ(qi¨¢ng)形状愈å¤æ‚,固化速度和压¾~©æ¯”愈大åQŒæ‰€éœ€çš„æˆåž‹åŽ‹åŠ›äº¦æ„ˆå¤§ã€?
3.压羃旉™—´
çƒå›ºæ€§å¡‘料压¾~©æˆåž‹æ—¶åQŒè¦åœ¨ä¸€å®šæ¸©åº¦å’Œä¸€å®šåŽ‹åŠ›ä¸‹ä¿æŒä¸€å®šæ—¶é—ß_(d¨¢)¼Œæ‰èƒ½ä½¿å…¶å……分åœîCº¤å›ºåŒ–åQŒæˆä¸ºæ€§èƒ½ä¼˜è‰¯çš„å¡‘ä»Óž¼Œ˜q™ä¸€æ—‰™—´¿UîCØ“(f¨´)压羃旉™—´ã€‚压¾~©æ—¶é—´ä¸Žå¡‘料的秾c»ï¼ˆæ ?w¨¨i)è„‚¿Uç±»ã€æŒ¥å‘物å«é‡½{‰ï¼‰(j¨ª)ã€å¡‘件åŞ状ã€åŽ‹¾~©æˆåž‹çš„工艺æ¡äšgåQˆæ¸©åº¦ã€åŽ‹åŠ›ï¼‰(j¨ª)以åŠ(qi¨¢ng)æ“作æ¥éª¤åQˆæ˜¯å¦æŽ’æ°”ã€é¢„压ã€é¢„çƒï¼‰(j¨ª)½{‰æœ‰å…Ÿë€‚压¾~©æˆåž‹æ¸©åº¦å‡é«˜ï¼Œå¡‘æ–™å›ºåŒ–é€Ÿåº¦åŠ å¿«åQŒæ‰€éœ€åŽ‹ç¾ƒæ—‰™—´å‡å°‘åQŒå› 而压¾~©å‘¨æœŸéšæ¨¡å…·æ¸©åº¦æ高?sh¨´)¹Ÿä¼?x¨¬)å‡å°‘。压¾~©æˆåž‹åŽ‹åŠ›å¯¹åŽ‹ç¾ƒæ—‰™—´çš„媄(ji¨£ng)å“ä¸å?qi¨¢ng)压¾~©æˆåž‹æ¸©åº¦é‚£ä¹ˆæ˜Žæ˜¾ï¼Œä½†éšåŽ‹åŠ›å¢žå¤§åQŒåŽ‹¾~©æ—¶é—´ä¹Ÿä¼?x¨¬)略有凞®‘。由于预çƒå‡ž®‘了(ji¨£n)塑料充模和开模时é—ß_(d¨¢)¼Œæ‰€ä»¥é¢„çƒå¡‘料的压羃旉™—´æ¯”ä¸é¢„çƒæ—¶è¦çŸã€‚通常压羃旉™—´˜q˜ä(sh¨´)¼š(x¨¬)éšå¡‘ä»¶åŽšåº¦çš„å¢žåŠ è€Œå¢žåŠ ã€?
压羃旉™—´çš„é•¿çŸå¯¹å¡‘äšg的性能影å“很大。一般的酚醛塑料åQŒåŽ‹¾~©æ—¶é—´äØ“(f¨´)1ï½?minåQŒæœ‰æœºç¡…å¡‘æ–™è¾?ï½?minã€?